Vibration Testing: Tell Me Where It Hurts
Amit Pal2025-01-15T06:54:34-06:00We have all heard the story of a guy who goes to his doctor and says, “It hurts when I do this,” and the doctor tells him to stop doing that. Well that might work for the guy, but not so much for products. A product may be required to perform in aggressive usage environments, or at a minimum withstand transportation abuse. Well, with a little product analysis and supplemented with vibration testing, a product can give the designer a lot of insight into potential “hurting” areas. The calculation of board resonance modes can be a great place to start to identify the hurt.
Data has indicated that vibration and shock cause more than 20 percent of the mechanical failures in electronics. The remaining 70 percent of mechanical failures are related to thermal stresses induced by high thermal gradients, high thermal coefficients of expansion and a high modulus of elasticity. Failures are primarily from broken component lead wires, cracked solder joints, cracking of the component body, plated hole cracking, broken circuit traces, board delamination and electrical shorting. Proper design procedures for ensuring equipment survival in a shock and vibration environment are therefore essential.
The typical electronic product is composed of two major mechanical elements: an PCB chassis and the printed circuit board (PCB) assemblies.
The dynamic properties of the chassis are critical – especially the resonant frequency perpendicular to the plane of the PCB assembly – in that the chassis must not excessively amplify the vibration or shock input to the PCB. The dynamic displacement of the PCB in turn can dramatically impact the fatigue life of the components mounted to the PCB, component leads and solder joints. The fatigue life of the various materials used for components, leads and PCBs is related to the resonant frequency of the assembly, time under vibration test, stress level, stress frequency, material resonant frequencies and fatigue properties of the materials. It is possible to estimate product fatigue life with a PCB’s natural frequency under sine-wave vibration, random vibration and shock.
When designing products it is critical to consider what David Steinberg refers to as the design octave rule; stating that the natural frequency (resonant frequency) of the chassis must be a least one octave from the natural frequency of the PCB to minimize dynamic coupling. Example: if the PCB assembly has a 1st mode frequency of 93 Hz, then the chassis must have a frequency no closer to 93 Hz than 47 Hz or 188 Hz. Maximum stress would occur at the material resonance; the larger the physical dimension of the material the lower the resonant frequency and inversely the smaller the component the higher is its resonant frequency. Empirically the transmissibility, Q, of a printed circuit board is proportional to square root of the natural frequency. However, the resonant frequencies and the Q response should be confirmed with physical vibration testing.
Typically, the higher the resonant frequency the lower the PCB displacement and the lower the stress. Vibration tests show that board reliability is reduced greatly when middle-of-the-board displacement exceeds 0.003 times the board’s width.
Many products experience potentially damaging vibration and shock stresses during shipping and transportation, and for other products will experience particularly rough handling that are transported on undeveloped roads or off road for the final installation. While many other products will experience mechanical stresses throughout their life in application and usage.
The following graphs are to provide a general understanding of vibration acceleration and frequency stress for different vehicles. These profiles are from MIL-STD-810. In general most truck, marine and rail transportation acceleration occurs in lower frequencies, while air transport has much higher frequency potential. Generally higher displacement and potentially higher stress occurs at these frequencies:
• Truck from 1 to 60 Hz
• Rail from 1 to 50 Hz
• Air from 2 to 120 Hz
Truck vibration consists predominately of frame resonance below 5 Hz, then tire transferred vibration (7-20Hz), followed by engine rotation speed (25-40Hz), and the more unpredictable vibration from rough road conditions with frequencies to 600Hz. Generally the overall truck vibration levels will increase by more than 10 dB on a dirt road relative to a highway.

Composite Vehicle
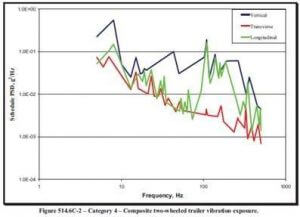
Composite 2-Wheeled Vehicle

US Highway Truck
In order to reduce deflection, stiffness of a printed circuit board should be increased. This is usually done via stiffeners, additional anchor points, snubbers, staking and other mechanical means. In order to reduce stresses on PCBs or various devices on them the general guideline is to “decouple” hardware by one octave, as mentioned earlier. For instance, the relationship between the chassis to board should follow the above multiplier.
It is almost always beneficial to conduct vibration assessment tests to confirm the board and chassis resonance and strength relative to the transportation and/or usage stresses. Sine swept tests are commonly used to identify product resonances, while random vibration is better to simulate the normal transport and usage vibrations that the product would experience.
VIBRATION TESTING: HOW ARL CAN HELP